Industry 4.0, also known as the “Fourth Industrial Revolution”, refers to the wide-scale adoption of new technologies in manufacturing—like the Internet of Things, smart machines, and automation—to improve business efficiencies.
What Is Industry 4.0?
Industry 4.0 is a term that has been used with more frequency since the early 2010s, when a German government communication used it to describe an action plan for fully automating and computerizing auto factories.
The term caught on, and now virtually everyone in manufacturing is familiar with the concept, which has since expanded to become one of the biggest drivers of technological change in the sector.
Unsurprisingly, the biggest uptake of Industry 4.0 has come from industries that have traditionally been forward-thinking in their approach to technology adoption—notably auto manufacturing; aerospace; and food and beverage.
Where Does the “4.0” Come From?
If you’re wondering why it’s the fourth, the first (and most famous) Industrial Revolution of course took place in the 19th century with the advent of steam power and machinery.
The Second was before World War I, when railroads, sewer systems, telegraph systems, and gas and water works came about, in addition to a boon from steel manufacturing.
The Third is what we more commonly call the Digital Revolution during the latter half of the last century, which saw the widespread commercialization and use of personal computers and other electronics.
And now we have the Fourth, or Industry 4.0, which has been precipitated by large-scale advances in automation and connected devices across a digitized global supply chain.
What Does Industry 4.0 Matter?
Industry 4.0 matters because, beneath all the buzzwords and business-speak, its associated applications are beneficial to practically any manufacturing firm, from small and midsize businesses to large enterprises.
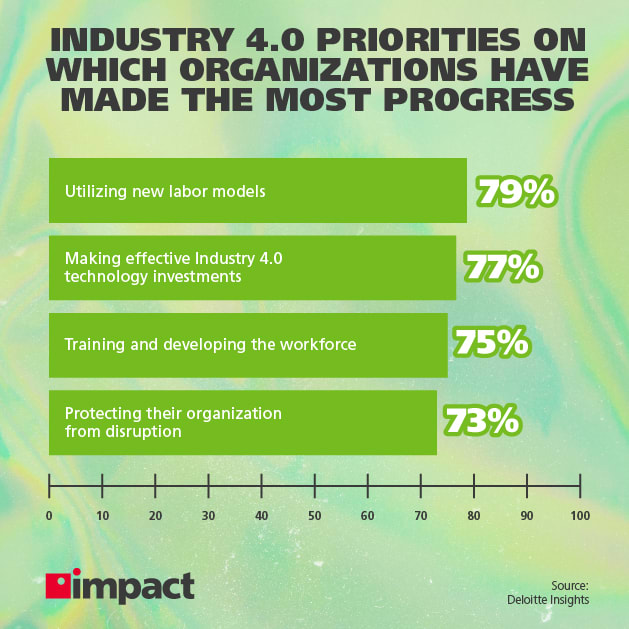
Organizations that have adopted and implemented Industry 4.0 practices into their businesses have thrived, while those that haven’t quickly find themselves as laggards, unable to keep pace with their more digitally-astute competitors.
The reasons for this are quite simple: many aspects of technology that Industry 4.0 encompasses are beneficial and cost-effective for manufacturers, whether it’s productivity, efficiency, or just simply reducing on wasteful expenditures like unnecessary labor costs or preventable equipment costs.
So, let’s take a look at what all of this actually means in a practical sense—what does Industry 4.0 look like on the factory floor?
Core Aspects of Industry 4.0
Sensors
The humble sensor may not seem like much, but these devices—and with the growth and expansion of smart sensors—are some of the biggest drivers for the entire industry.
Manufacturers don’t adopt technology so that they can boast about how digital they are, they do it because implementing things like smart sensors have very clear and tangible advantages that give an immediate boost to a business.
The global smart sensor market size is expected to grow from $36.6 billion in 2020 to $87.6 billion by 2025, at a CAGR of 19.0%.
Sensors are widely and increasingly used by organizations for a variety of purposes, but let’s take a look at condition monitoring as an example of their use.
A sensor that is used for the purposes of condition monitoring will report raw data instantly through a cloud system, typically an ERP, which will then analyze and report actionable data to a manager.
As the data is compiled and reported in real-time and without the need for input from a human, you can be alerted if there is an issue with a machine, which can then be scheduled for downtime and fixed before it evolves into a larger—and far more expensive—problem.
Analytics for your supply chain
The total data in the world today is incalculably larger than it was 10, 5, or even one year ago.
In 2018, it was estimated that there were 18 zettabytes in the world. By 2025, this figure is expected to reach 175 zettabytes.
To place that into context, 1 zettabyte is approximately 1 trillion gigabytes.
This rapid growth of data has led to what we now call “big data”, which in business terms refers to the mountains of data that organizations have under their roofs.
Up to 73% of company data is unused by businesses
The question for businesses then is how can they best use that data to serve their customers and their organization?
And this is where supply chains and analytics comes hand-in-hand with big data.
With the right solution, you can put your data to use by having an automated system crawl your data, giving you actionable results which can inform your business decisions.
The number of supply chain professionals who say they’re currently using predictive analytics at their company grew 76% from 2017 to 2019
You can use analytics to help you spot trends, such as over- or understocked warehouses, seasonal upturns or downturns, products that are performing better than others, and many other factors.
Related Post: Supply Chain Disruption: Mitigating Threats Effectively with Analysis
Automation
Automation, at least as far as manufacturing goes, is likely to conjure familiar images of robots building cars or articles predicting job losses at a high-tech plant.
The reality is that while physical, automated robots have seen a rapid increase in adoption among manufacturers—notably food and beverage manufacturers—you’re just as likely to find software robots performing tasks alongside human counterparts.
Technology like robotic process automation (RPA) has seen a sharp upwards trend in adoption from SMBs, in part due to the reduced costs of implementation to previous years, but mostly because of the improvement they can have on existing business processes.
Decision makers are increasingly keen to implement RPA in their organizations, with up to 40% of larger enterprises adopting some kind of RPA software by this year, up from 10% in 2018.
We’ve already spoken about how ERPs use automation tech to report data to decision makers from sensors.
Well, the same technology can be used to serve other functions, too, whether it’s tracking freight, customer service, or administrative tasks. Work processes and functions can be streamlined through software automation.
Internet of Things
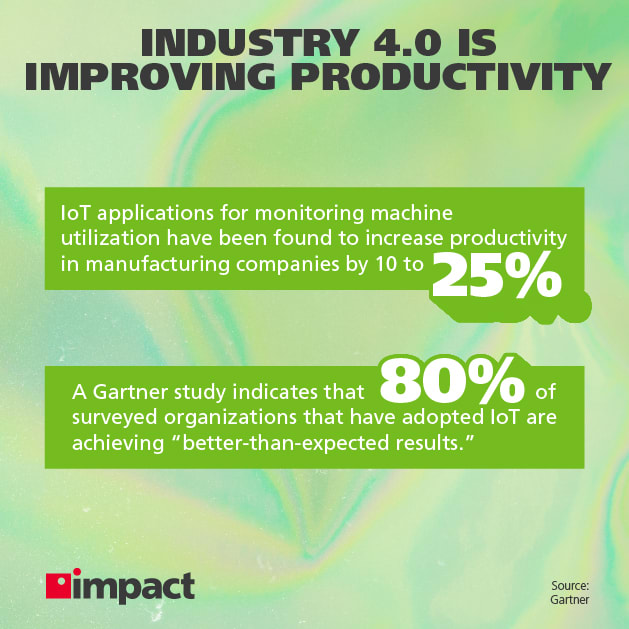
Finally, we have the Internet of Things (IoT), which serves as a central component of a successful Industry 4.0 strategy.
Industry 4.0 is defined by improving the interconnectivity of organizations. Meaning, in essence, that devices—whether it’s smart sensors, tablets, or machines—are all connected to the cloud under one network.
This allows devices to communicate and work in tandem with one another, inputting data onto the cloud and reporting back to you.
First wave IIoT adopters on average experience a 30% increase in productivity
The integration of IoT into digital platforms is making smarter, faster, and more nimble manufacturing operations that can respond fluidly to conditions in organizations.
This will also support increased discrete manufacturing capabilities—that is, make-to-order production which has been historically seen as an unsustainable business model.
Bottom Line
- Industry 4.0 refers to the implementation of new technology in manufacturing operations.
- Adoption among businesses, particularly SMBs, is quickly becoming one of the main distinguishing factors between successful companies and laggards.
- The core principles of Industry 4.0 are implementing automation, the use of smart devices, connectivity between devices, and the analysis which can be performed using data from those devices.
Subscribe to our blog to receive more insights into business technology and stay up to date with marketing, cybersecurity, and other tech news and trends (don’t worry, we won’t pester you).